18905224883 18114618219
 皮带转弯输送机
皮带转弯输送机







 |
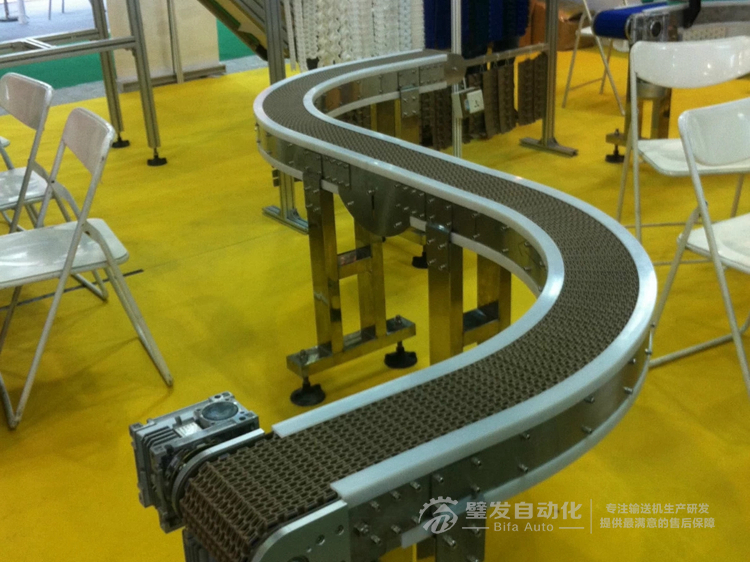
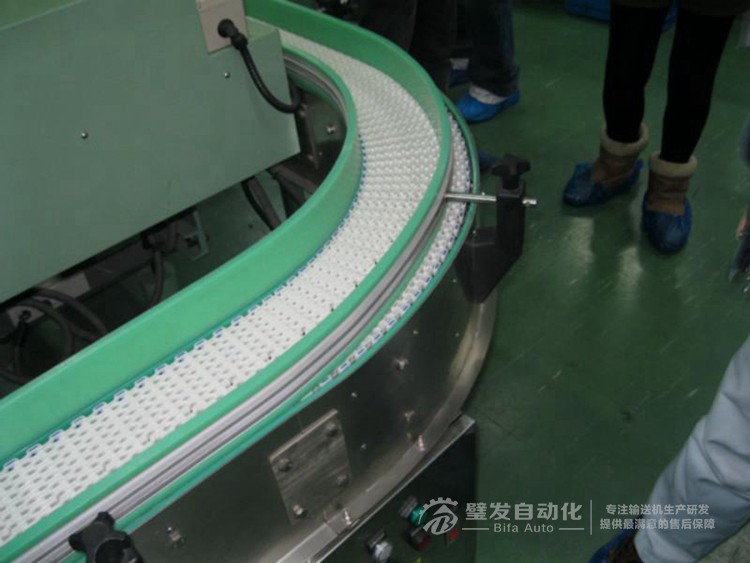
主要用于自动化生产时需要拐弯的输送过渡,可以与直线衔接使用,常用结构有导轮式和链条式,整机框架可采用碳钢烤漆结构也可以整机304不锈钢制作,皮带一般采用3mm以上,PVC或者PU材质等等,输送方向可顺时针或逆时针,皮带转速可调,支撑脚可以根据需求脚杯或者刹车脚轮,转角度数有30度-180度,常用规格为90度和180度。皮带宽度一般为200-1200mm之间,内半径常用为1000mm以内。 |
 |
皮带线广泛应用于家电、电子、电器、机械、烟草、注塑、邮电、印刷、食品等各行各业,物件的组装、检测、调试、包装及运输等。线体输送可根据工艺要求选用:普通连续运行、节拍运行、变速运行等多种控制方式;线体因地制宜选用:直线、弯道、斜坡等线体形式。 |
 |
● 全机由高精度铝合金结构梁组成,结构超耐久不变形,经久耐用 ● 双边高度可调节,调整使用更方便,手轮调整轻松容易 ● 附四个脚轮,移动方便;四支固定脚可以折叠,不用时不占空间 ● 皮带运转速度可以调整,方便使用 ● 附机械手链接准接头,与机械手连接方便快速 |
 |
| 机型 | CAN/CNB200w | CAN/CNB300w | CAN/CNB400w | CAN/CNB500w | CAN/CNB600w |
| 皮带宽度W(mm) Width of belt | 200 | 300 | 400 | 500 | 600以上 |
| 输送带长度L(mm) Length of Conveyor | 1500/2000/2500/3000/3500/4000/4500/5000/5500/6000以上(常规) | ||||
| 低端高度H1(mm) Lower of highther end | 700~1000(常规) | ||||
| 高端高度H2(mm) Height of highther end | 1000~1600(常规) | ||||
| 平面长度L2(mm) The length of the plane | 300(only for CNB) | 500(only for CNB) | 700(only for CNB) | ||
| 最大荷重(kg) Max loading | 20(平均分散)其他载重联系客服 | ||||
| 最快速度(m/min) Max speeding | 20m以上/min | ||||
| 皮带 Belt description | PVC材质/2mm厚/颜色:绿色/耐温:-10℃~+80℃/防静电、耐磨、耐油 | ||||
| 电源 Power source | Single phasaAC220v±10v 50/60HZ | ||||
| 电源容量(KVA) Power of Capacity | 0.2KVA | ||||
| 备注:(CAN为不带平平台,CNB带平台)以上规格为常规尺寸,产品多数为非标订做,需要特殊规格的产品,可联系客服! | |||||
 |




 |


Copyright @ 2018 昆山璧发自动化科技有限公司 版权所有
备案号:苏ICP备15059698号-1  苏公网安备32058302004638号
苏公网安备32058302004638号
地址:江苏省昆山市锦溪镇锦昌路498号 电话:18905224883 邮箱:vip@bifa-auto.com
致力于滚筒输送机、链板输送机、滚筒输送机及涂装设备、工业非标类自动化输送设备的设计与开发
18905224883
 阿里巴巴店铺
阿里巴巴店铺